
服务热线:1751168309217511683092
服务热线:1751168309217511683092
1 品管圈活动
1.1 组建品管圈小组
品管圈小组共8名成员,其中,副主任 护师1名,主管护师2名,消毒人员2名,护士3名,其中1名主 管护师担任圈长。过氧化氢低温等离子灭菌过程任一环节 都不能出现差错,也不可随意中断灭菌,否则灭菌失败。基 于此,品管圈小组成员,经小组讨论确定主题,即“过氧化 氢低温等离子灭菌循环中断的控制”,采取头脑风暴法,进 行分析讨论,活动历时7个月。
1.2 品管圈活动步骤
1.2.1 调查分析
调查以往过氧化氢低温等离子灭菌循环中 断事件,将灭菌方法、灭菌程序、待灭菌物品的清洗、干燥、 包装及装载、过氧化氢浓度等作为质量控制的关键所在, 分析导致灭菌循环中断的原因,主要分为6类:
(1)器械清 洗干燥不彻底;
(2)器械物品包装装载不当;
(3)灭菌器(红外接种灭菌器MH-3000B,海门市其林贝尔)自身因素;
(4)环境因素;
(5)人为因素;
(6)电源故障。
1.2.2 原因解析
针对导致灭菌循环中断的原因,品管圈小 组成员组织讨论分析发现,操作流程与人员因素是关键原 因,均属于可控因素,基于此,加强灭菌前准备及灭菌流程 和人员的管控,对降低灭菌循环中断率具有重要意义。
1.2.3 对策分析
明确可控因素后,品管圈成员采取头脑风 暴模式,结合实践经验,提出可行的对策,具体如下:
(1) 加强培训。管理人员定期组织培训,要求操作人员熟练掌 握操作技巧,熟知灭菌器性能和操作流程,严格遵守标准 流程,实施操作,提高专业能力与综合素质。同时,加强职 业道德教育,强化操作人员的责任意识,促使其秉承着严 谨、认真、负责的态度,以饱满的热情开展日常工作,提高 工作效率,减少人为因素导致的灭菌循环中断事件。
(2)灭 菌物品。对于灭菌物品,保证其清洁、干燥状态。
(3)包装 处理。物品清洁、干燥达到标准后,选用tyvek一次性纸塑 包装袋进行包装处理。
(4)物品装载量。一般情况下,物品 装载量控制在60%-70%为佳,最大不得>80%,装载重量应 <厂家标注重量。
(5)装载物管理。对于装载物,切勿触及 电极圈、自动门、灭菌真空室以及金属网壁。
(6)兼容性。注意物品的兼容性,不得放置物品有:纸类、棉类、粉剂以 及油类物品。
(7)灭菌模式。选择灭菌模式时,需根据物品 的材质及尺寸进行选择,保证灭菌模式与物品相适应。
(8) 通风干燥。注意环境的通风干燥,保持室内空气流通。
(9) 检修。间隔半个月,保养、检修1次过氧化氢低温等离子灭菌 器,间隔半年,机油更换1次,灭菌剂及时添加,保证灭菌剂 处于有效期内。
(10)电压与电源。根据需要,及时安装稳 压器与续电器,保证电压稳定,维持电源供应。
1.3 统计方法
采用SPSS 20.00软件处理实验数据,计数和 计量资料比较分别行χ2 和t检验,P<0.05为有统计学差异。
2 结果
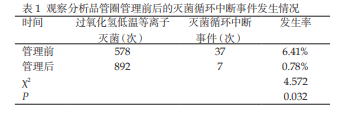
比较品管圈管理前后灭菌循环中断事件发生率,管理 后明显低于管理前,差异显著,有统计学意义(P<0.05)。 见表1。
3 讨论
过氧化氢低温等离子灭菌,属于新型灭菌技术,不仅环 保、安全,而且低温、快速,应用范围广,常常用于腔镜器械、 微创手术器械与导管的灭菌处理,如关节镜、宫腔镜、腹腔 镜、导航器材、光纤等。过氧化氢低温等离子灭菌,要求每一 环节达到质量标准,灭菌效果才合格。调查发现,消毒供应室 的工作人员对过氧化氢低温等离子灭菌认识程度不深,虽然 了解一些关于灭菌方法、灭菌物品及过氧化氢浓度等方面的 知识,但掌握不够全面,灭菌质量控制相对模糊,灭菌循环中 断事件频频发生。本次研究发现,品管圈实施后灭菌循环中 断率为0.78%,明显低于品管圈实施前的6.41%(P<0.05)。由此 可见,运用品管圈活动进行质量管理,可降低过氧化氢低温等 离子灭菌循环中断率,值得在临床推广应用。
免责声明:文章仅供学习和交流,如涉及作品版权问题需要我方删除,请联系我们,我们会在第一时间进行处理。



